Key Features
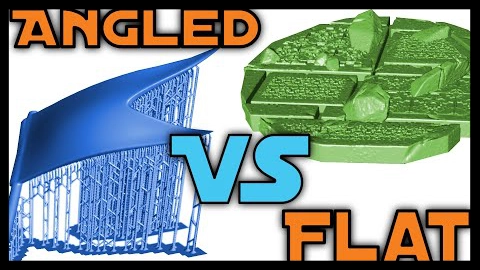
In today’s review, we’re going to take a closer look at Tango, a software solution designed specifically for generating support structures in 3D printing. Developed by Voxeldance, this program offers a unique approach to creating supports that can greatly benefit users who want more control over
the process.
The Primary Focus: Support Structure Generation
Unlike other slicing programs like Chitubox and Lychee Slicer, Tango’s primary focus is not on slicing files but rather on generating support structures. This software excels in this area, offering a range of features that enable users to customize their supports to suit their specific needs.
Features and Functionality
One of the standout features of Tango is its ability to modify pre-defined settings or create new ones from scratch. Users can also adjust the visibility of supports, making it easier to manipulate their position on the model. Additionally, the software allows users to add different types of supports to
specific areas of the model.
Another innovative feature is the ability to move supports around objects and control how close they remain to the model. This level of customization is currently unmatched in other slicing programs.
Limitations
While Tango excels in support structure generation, it does have some limitations. The software only allows for limited file format export options, including STL. This means that users who require specific formats like .goo or PRZ may find themselves restricted.
During my testing, I was unable to successfully convert files using the open-source “UVTools” application, and attempting to print with converted files resulted in errors on multiple machines.
Additional Features
In addition to its primary focus on support structure generation, Tango also includes some basic 3D modeling features. Users can fix or modify the mesh, build objects, boolean operations, and create primitives. These features are useful for more complex modeling tasks.
Offline Activation and Subscription Model
Tango’s offline activation process has been replaced with a subscription model that requires users to reconnect to the internet every 15 days. This may be a concern for businesses that prioritize security and require machines to remain offline.
“I had previously reached out to Voxeldance regarding their offline activation process, and they informed me that their software now requires continuous online connectivity, effective immediately. This change affects the overall user experience and may pose concerns for users who prioritize security or require machines to remain offline.”
User Interface and Experience
The user interface is generally intuitive, although it may take some time for new users to get used to the software’s layout. Experienced users will appreciate the added control and customization options.
Worth the Money?
While Tango offers impressive support structure generation capabilities, its limitations in terms of file format export options and online connectivity requirements make it difficult to justify the cost. I can only give Tango a rating of 5 out of 10, as it shows promise but falls short in key areas.
Conclusion
Tango is an innovative solution for generating support structures in 3D printing. While it has its limitations, the software offers a unique approach to creating supports that can greatly benefit users who want more control over the process. With some improvements to file format export options and offline
activation, Tango, could be a top-tier option in the market.
Discount Offer
The folks at Voxeldance are currently running a 70% off sale on their personal yearly plan. If you’re interested in getting access to this software, now is a great time to take advantage of the discount.
- Link to Voxeldance Software: https://voxeldance.com/Tango
- Installation guide by Voxeldance 2021: https://www.youtube.com/watch?v=l9Mwkm3s5BE&t=120s